箱型桿件對接焊縫超聲波檢測
箱型桿件對接焊縫超聲波檢測
沈明強 喻 強
(上海寶冶工程技術有限公司,上海 200941)
摘要:某鋼結構工程中主要的現場焊接工程內容是箱型桿件的對接焊縫焊接,其焊接工藝、焊接過程決定了容易出現的缺陷類型。分析和整理現場焊接的焊縫手工超聲波探傷方法,并分析缺陷波與實際中的偽缺陷的區分辦法,能有效避免檢測過程中的誤判。
關鍵詞:超聲波檢測;箱型桿件;對接焊縫;鋼結構
 |
 |
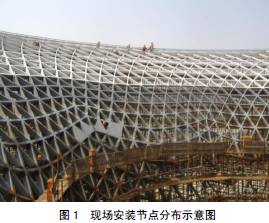
某鋼結構工程采用的是鋼結構網殼形式設計,該結構具有堅實耐用、可塑性強、造型新穎別致的特點。此工程大約由1680個形狀各異的中央連接節點和6120根箱型桿件現場焊接而成,由于都是現場吊裝焊接,所以其焊接條件環境以及構件本身的幾何條件對焊接質量提出了很高的要求,保證焊縫質量顯得尤為重要,具體結構如圖1、圖2所示:
1 現場焊接條件及焊接缺陷
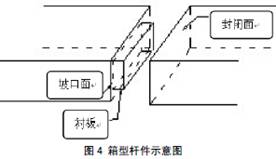
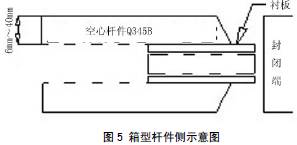
該鋼結構工程采用一個中心節點分支出多個封閉接頭與對應的箱型桿件對接而成(如圖3所示),為了保證焊縫部位的兩邊母材在施焊后完全熔合,焊接前對預制的箱型桿件采取開坡口處理,并在箱型桿件內側都預先點焊好4mm的襯板(如圖4、圖5所示),現場焊接主要是采用CO2氣體保護焊。此種焊接方法受環境影響因素較大,易造成氣孔及未熔合等缺陷,箱型桿件端部轉角處存在焊接死角,且由于桿件在窄面存在焊接行程距離太短易形成缺陷;在實際檢測當中發現箱型桿件襯板與箱型桿件內壁間隙過大易造成實際焊接當中的焊縫根部缺陷。通過現場實際檢測,發現焊接常檢測出的缺陷有密集性氣孔、不規則狀夾渣、根部的未焊透和裂紋等缺陷。

2 檢測技術條件及檢測方法
根據GB 50205-2001《鋼結構工程施工質量驗收規范》要求確定鋼結構探傷檢測采用GB/T11345-1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》及JG/T203-2007《鋼結構超聲波探傷及質量分級法》,確定焊縫的超聲波檢測方法評定等級、驗收等級和探傷比例分別為B類II級100%檢測。
2.1 耦合劑和試塊的選擇
檢測中采用化學漿糊(CMC)作為耦合劑,儀器、探頭和系統的組合性能調試選用CSK-IB試塊,檢測中的距離-波幅曲線采用對比試塊RB-1、RB-2或RB-3試塊調節。
2.2 探傷儀、探頭的組合性能選擇
超聲波探傷時選用A 型顯示脈沖發射式超聲波探傷儀TS-2028C,儀器工作頻率、精度、線性和水平垂直線性滿足GB/T11345-1989及JG/T203-2007標準要求。探頭符合
GB/T11345-1989及JG/T203-2007標準的探頭要求。因現場焊接件桿件的厚度有6~80mm不等厚,根據以下表格在實際檢測中選中探頭.
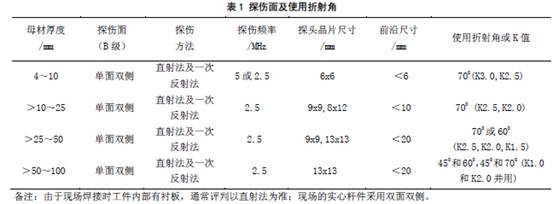
2.3 探傷儀器校準
選用CSK-IB試塊調整儀器的和探頭,確定探頭零點與實際K值,調節水平線性為1:1調節。儀器采用TS-2028C,根據最大厚度不同確定使用RB-1、RB-2或RB-3對比試塊制作距離-波幅曲線。為了方便檢測在同時選用了RB-1和RB-3確保了厚板與薄板檢測要求,同時避免了重復更換探頭,提高了檢測效率。
2.4 檢測方法
箱型桿件對接接頭在實際當中的檢測區域的條件限制,打磨條件不好,由于強力組對等工序的原因,造成掃查面有凹坑,不易耦合。對于表面狀態達不到要求的要進行修磨。桿件連接時在幾何結構上存在探傷作業面的狹小情況,故選用探頭時選擇探頭連接線為水平的,以保證探頭的作業。實際檢測當中根據以往經驗,采用了初探、精探和復探三遍檢測方式。
2.4.1 初探
根據現場條件及板厚按表1要求選擇探頭,并且在調好的距離-波幅曲線靈敏度且增加了表面補償3~4dB的基礎上再提高4~6dB,確保檢測區域內的評定線位于示波屏滿刻度的20%波高,用鋸齒型、斜平行和平行掃查法,斜探頭快速掃查整條焊縫,密切注視示波屏上的回波信號,發現有疑似缺陷波在相應部位做好標記,為下一步缺陷判定做好準備。
2.4.2 精探
掃查方式同上,速度較初探慢點。并對初探檢測出來的疑似缺陷波標記位置進行仔細檢測,確定是否為缺陷波。如是缺陷波,找出缺陷的最高回波并對其做好定位、定長,并做好記錄,以便返修。在精探試采用前后、左右、轉角等移動探頭的方式,對已發現的缺陷進行精確定值。實施步驟如下:
(1)找到目標缺陷最大回波并確定回波所在區域,把初探時提高的dB值降低到正確的檢測靈敏度,再對回波進行定區,判斷回波在距離-波幅曲線上I,II,III哪個區,原則上I區以下的缺陷回波不作記錄和評定(如果懷疑為裂紋等危害性缺陷的特征回波,采取換用不同K值得探頭,觀察動態波形等措施做進一步分析檢測)。當回波在II,III區時進行步驟(2)和(3)。
(2)對目標缺陷定位和排除為偽缺陷,根據最高回波在示波屏上對應的水平和垂直距離確定目標的缺陷的實際位置,判斷其在檢測區域(焊縫及熱影響區)之外或之內;若在之外,基本判斷為偽缺陷,在之內的初步判斷為缺陷,應根據其垂直距離并利用K值判斷回波的對應實際深度和水平距離。
(3)缺陷定長和記錄,當缺陷反射波只有一個高點,位于II區或II區以上,采用半波法(6dB法)進行測長。多個缺陷反射回波有多個高點時,應分別找到左右兩端的最高回波,再用端點半波法(6dB法)測長。當反射波波峰位于I區認為有必要定量記錄時,將探頭左右移動使波幅分別降到評定線處為端點,此兩端點之間的距離即為缺陷的指示長度。詳細記錄以上所訴的回波信息,在需要返修的焊縫做上標記。
2.4.3 復探
復探時使用不同角度的探頭在已檢測焊縫兩側使用相同的檢測方法快速掃查。
3 回波分析與非缺陷回波的判別
3.1 缺陷與回波分析
在現場對超聲波檢測出有缺陷的焊縫,進行碳弧氣刨,直觀檢測確認時,發現各缺陷對應的缺陷波主要特征如下:
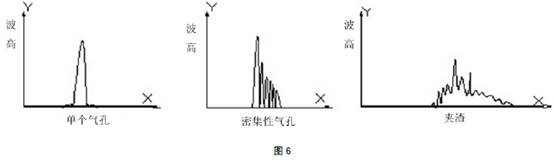
(1)點狀缺陷(氣孔)主要特征是超聲波檢測時,在不同方向探測,缺陷回波無明顯變化,氣孔的回波高度低,波形較穩定,從各個方向探測反射波高大致相同,但稍移動探頭就消失。而金屬夾渣或非金屬夾渣的反射波要低一些,波形寬,呈齒形;密集性氣孔為一簇反射波,其波高隨氣孔的大小而不同,當探頭作定點轉動時,會出現此起彼落的現象。(靜態波形參照示意圖如圖6)
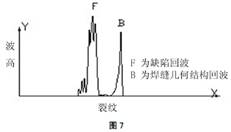
(2)裂紋 主要特征是超聲波檢測時裂紋回波較高,波幅寬,會出現多個波峰。探頭平移時,反射波連續,波幅有變動;探頭轉動時,波峰有上下錯動現象。另外,裂紋也易出現在焊縫熱影響區,而且裂紋多垂直于焊縫,探測時應在平行于焊縫方向掃查。此時如有缺陷,超聲波能直射至裂紋,便于發現。(靜態波形參照示意圖如圖7)
(3)未焊透 這種由于焊縫金屬沒有填充到接頭根部而形成的。分布在焊縫根部,兩端較鈍,有一定長度,屬于面狀缺陷。超聲波檢測時主要特征是當探頭平移時,未焊透反射波波形穩定;從焊縫兩側探測,均能得到大致相同的反射波幅。(靜態波形參照示意圖如圖8)。

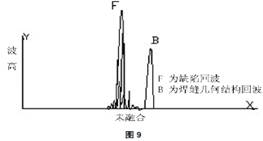
(4)未熔合 其形成原因是在熔接時,焊道與母材之間或焊道與焊道之間未完全熔化結合的焊縫位置。主要特征是當超聲波檢測時,超聲波垂直入射到其表面時,回波高度大。探頭移動時,波形較穩定;兩側探測時,反射波幅不同,有時只能從一側探測到。(靜態波形參照示意圖如圖9)
3.2 偽缺陷波的判別
由于檢測的箱型桿件內部都有4mm的襯板,根部反射較為復雜,使用二次波檢測時會同時出現多種干擾回波,較難辨別,故主要采用直射法進行評判,二次波回波為參考,且對可疑缺陷回波采用多角度探頭復核。并且對于薄板焊縫檢測時盡量采用大K值以減少盲區。
3.2.1 焊縫上下錯邊引起的反射波
在現場安裝吊裝時,發現箱型桿件與封閉接頭對接時存在不平整,有上下錯位現象。在焊縫較低一側檢測時,焊角反射回波很像焊縫內部的缺陷,回波水平位置一般在焊縫中間,當探頭移動到另一側時,一次波前沒有反射回波。
3.2.2 超聲波在耦合劑表面形成的干擾波
檢測時發現,由于焊縫表面有溝槽,且由于探測面的不平整造成了超聲波在構件表面的傳播,遇到了焊縫的一些溝槽被反射回來并被接收。回波常出現在一次波前,易造成誤判。干擾回波的水平位置靠近始波,有的與始波部分聯合在一起,但是其波形較為穩定。此時用手沾上耦合劑在焊縫表面溝槽處拍打,會發現波峰上下跳動,判斷為干擾波。
4 結 語
該工程中箱型桿件現場吊裝過程中拼裝難度較大,且涉及到全方位焊接,容易產生不同類型的缺陷,如何對焊接質量的過程進行控制,保證整個焊接工程的焊縫質量非常重要。通過科學編制箱型桿件檢測工藝,并總結分析出相關可能出現的缺陷及回波顯示情況,方便了現場檢測人員對檢測結果的評定,有效的提高了檢測效率及準確率,及時準確的將一些焊接質量問題反饋給施工方,確保了工程的進度及安全質量要求。
參考文獻
[1] 張文科:《超聲波探傷中缺陷波和偽缺陷波的判別》[J],《無損檢測》編輯部,2005年第1期
[2] 李海娥:《建筑鋼結構梁、柱焊縫的手工超聲波探傷》[J],《無損檢測》編輯部,2008年第10期
[3] GB/T11345-1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》[S].
[4] JG/T203-2007《鋼結構超聲波探傷及質量分級法》[S]
鄭州賽諾建材有限公司是由具有豐富大型跨國公司工程服務背景的技術團隊創建,是近年來建材領域迅速崛起的一支新軍。自成立之日起就一直致力于研發高端工程材料,提供混凝土、磚石結構建筑物的防火、保溫、隔熱、防水、防腐、滲水、滲漏檢測、加固及工業地坪的咨詢、施工、維護等一體化服務,以其較高的性價比,創造性地解決了很多工程難題,受到工程界的普遍歡迎和好評。
鄭州賽諾建材公司開發的背水一噴靈特種漿料,因其很高的粘結強度,抗滲性及高強度,高密度,特別適合地下工程滲漏的治理,無需把回填土挖開,只需在內部簡單噴涂一下,即可消除滲漏,大大提高的滲漏治理的效率,提高的速度,降低了維護成本,尤其適合地下磚墻滲漏的治理.
鄭州賽諾建材公司引入現代設計方法中的冗余設計理念,向最好處努力,向最壞處著想,針對目前,滲漏多發的現象,開發的MD改性聚合物防水涂料,具有一次施工,同時實現剛柔二重防水的特點,沒有搭接縫,耐長期水泡,即使柔性防水層被破壞,也不會漏水,更不會竄水,具有裂紋的自動修復功能,大大降低了滲漏的發生的概率;即使混凝土基面被嚴重深度破壞,造成滲漏,但因為不會竄水,維修也很簡單易行。避免防水系統整體崩潰的現象的發生。該產品尤其適合新建工程防水施工,大大提高防水的可靠性和安全性,防微杜漸,在項目初期,防漏于為然,是打造高品質的無滲漏工程理想選擇。
鄭州賽諾建材有限公司,工程水密封技術20年,技術的可靠性和耐久性得到了全國各地項目和時間的驗證。電話:400-0371-713